Energy efficient solution for dairy production
GEA Dairy Evaporator eZero
An electrical steam system for MVR evaporators in dairies, featuring the latest heat pump technology, that reduces energy consumption by up to 60% and avoid any CO₂ emissions. Based on green electricity.

Downloads
Understanding today's Dairy Evaporation technology
There are 2 different technologies for the mentioned industry. Thermal Vapour Recompression (TVR) is applied to multi-effect evaporators in which livesteam is used to recompress product vapor with the resulting mix being used as a heating medium in the first effect. Mechanical Vapour Recompression (MVR) is usually applied to single-effect evaporators where a compact design is required. It is also more energy efficient than TVR evaporator. Product vapor is recompressed and recycled to the heating side of the same effect using electricity.
Both these types of evaporators are using energy in form of steam for the heat treatment part of the product prior to the evaporation and have fatal heat to exhaust at the condenser.
How does it work?
eZero evaporator can be applied to MVR evaporators or to TVR evaporators if it’s converted into MVR first. The process uses an ammonia heat pump to transfer the heat contained in the vapor at the condenser to a low-pressure steam generator or flash vessel connected to the evaporator. The heat pump naturally creates two water loops: a cold one (~35-45°C) able to cool the water loop of the condenser, and a hot one (~90-80°C) able to provide heat to the heat treatment system. Having hot water inside a low-pressure vessel where the boiling temperature is just 80°C, generates low pressure steam that transfers the heat easily. The generated low-pressure steam can then be recompressed at higher pressure to heat the product.
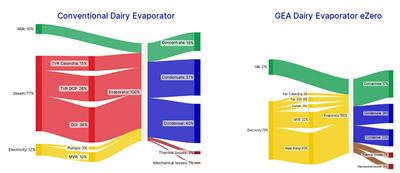
Comparison of Energy Sankey Diagrams for Better Efficiency Insights
GEA Dairy Evaporator eZero features and benefits:
- Reduces energy consumption by up to 60%*
- Reduces CO₂ emissions by up to 100%**
- Does not compromise the quality of the product
- Can be applied to any MVR evaporator including TVR evaporators that have been converted to MVR
- Can be applied to existing or new evaporators
* The reduction can vary depending on the plant operation specifics and resources
**The CO₂ emissions reduction will vary depending on electricity emission factor
Related Products
GEA Dairy Evaporators
Exploiting decades of expertise, GEA specialists have worked with customers around the world to configure and install optimized evaporation plants for just about every type of end product, from nutritional formula and milk powders, to whey protein concentrates and sweetened condensed milk.

GEA Evaporator Product Recovery
Helping dairy processors reduce waste, cut costs, improve processes and enhance product quality.

GEA ADDCOOL®
GEA’s innovative high temperature heat pump solution allows you to cut the carbon footprint of your spray drying plant by reducing fossil fuel and primary energy consumption, and increasing process sustainability.
Dairy Evaporation Plants
Our evaporation solutions for the dairy industry span the entire process, from pretreatment, heat treatment and the evaporation step itself, to separation and post treatment
GEA Insights India
All pharmaceutical freeze-drying vials are the same! Aren't they?
Whether it’s a fad or the future, 100% vial traceability is becoming an increasingly important consideration in the pharmaceutical freeze drying industry. Keeping a close eye on developments is GEA. We’re investigating possible solutions and, what’s more, we have the experience, expertise and know-how to implement them.

Alcohol-free beer: They want it all – they want less
There was a time when the phrases ‘non-alcoholic beer’ and ‘tastes good’ were seldom used together in the same sentence, particularly by consumers. But low-proof and alcohol-free beers have come a long way – many of them now refreshing drinks in their own right – thanks in no small part to technology from GEA.

Innovating patient care with aseptic spray drying
At GEA, our commitment to engineering for a better world fuels our pursuit of innovative solutions that enhance patient care and safety. One of our most promising ventures in recent years is aseptic spray drying – a technology that promises to revolutionize pharmaceutical manufacturing.